Creatbot PEEK 250
PEEK-250
The Best Professional
Ultra-high Temperature 3D printer
Printing size:250*250*300mm
Nozzle: 480°C
Platform: 200°C
Chamber: 200°C
Water cooling/ Heat isolation system


The World's First
desktop high-temperature 3D printer
with a max hot chamber of
200 °C
The World's First
When hot chamber reach to 180°C
The outer surface temperature less than
(after 5 hours heating)
40 °C
The World's First
Raise the hot chamber temp. to 180°C in
20 min
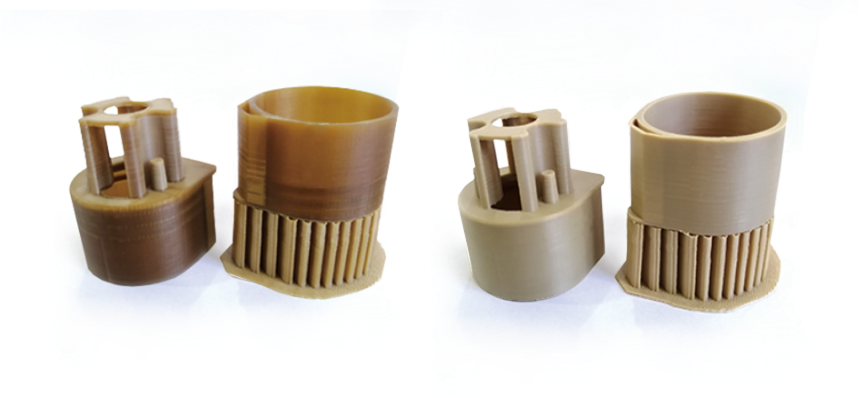
Why is a 180°C heated chamber so important?
① 180°C ambient temperature is the required temperature for PEEK material to anneal.
Therefore, after the device prints the PEEK model, it can be annealed directly in the device.
The advantages of doing so are:
(1) There is no need to remove the model from the platform to avoid the bottom of the model losing platform adhesion, resulting in the internal stress of the bottom model losing platform restraint, causing the bottom of the model to deform after post-processing.
(2) Avoid shutting down and cooling the model to take out the model. There is no exchange of hot and cold environments, which causes the model to have a large temperature difference in a short period of time, and the internal stress is fixed, and it cannot be effectively post-heat treated.
(3) After printing, the annealing treatment can be set directly inside the printer without any time delay. For example, it is set in advance to stand in a 180°C environment for 5 hours after printing, and then stand in a 120°C environment for 5 hours to fully anneal the PEEK parts.
② 180°C is the temperature at which PEI material can be perfectly printed.
(1) Printing environment temperature requirements: Usually set between 160°C and 200°C to ensure that the material can be fully extruded and bonded and reduce the internal stress after molding to prevent cracking. The recommended ambient temperature is 180°C to improve fluidity, obtain higher combined line strength, and improve heat resistance and chemical corrosion resistance by reducing molding internal stress.
(2) PEI has hygroscopic properties and can cause material degradation. The humidity value is required to be less than 0.02%. The drying conditions are 150°C and 4 hours of drying treatment, and the drying treatment can be carried out directly in the cavity.
(3) PEI materials also usually need to be annealed after molding to eliminate the internal stress generated during the molding process. The advantages of direct annealing are the same as PEEK.




70-80°C is the temperature limit of most circuit boards, motors, belts and other parts. Exceeding this ambient temperature, these parts will break down. Therefore, the temperature of ordinary printers with cavity temperature is at this level.
120°C is the temperature limit of high-temperature motors and belts. At the same time, they need to be well cooled, shielded and heat-insulated or heat-dissipated for circuit parts, and heat-insulated for the cavity.

150°C requires a completely independent cavity closure design and heat-insulation design. In addition to the heat screen and heat-dissipation design for all heat-resistant parts, the long-term durability and heat uniformity of the heating device are also required. And the multi-layer heat insulation design of the equipment shell.

For an ambient temperature of 180°C-200°C, an aviation-grade heat-insulating sports protective cover is also required. The excellent sports heat-insulating material can completely isolate the air below and above the nozzle, and circulate and replace the hot air gathered in the upper cavity with the hot air in the shell under balanced pressure. Ensure that the external temperature of the shell meets the safety standards for human use.
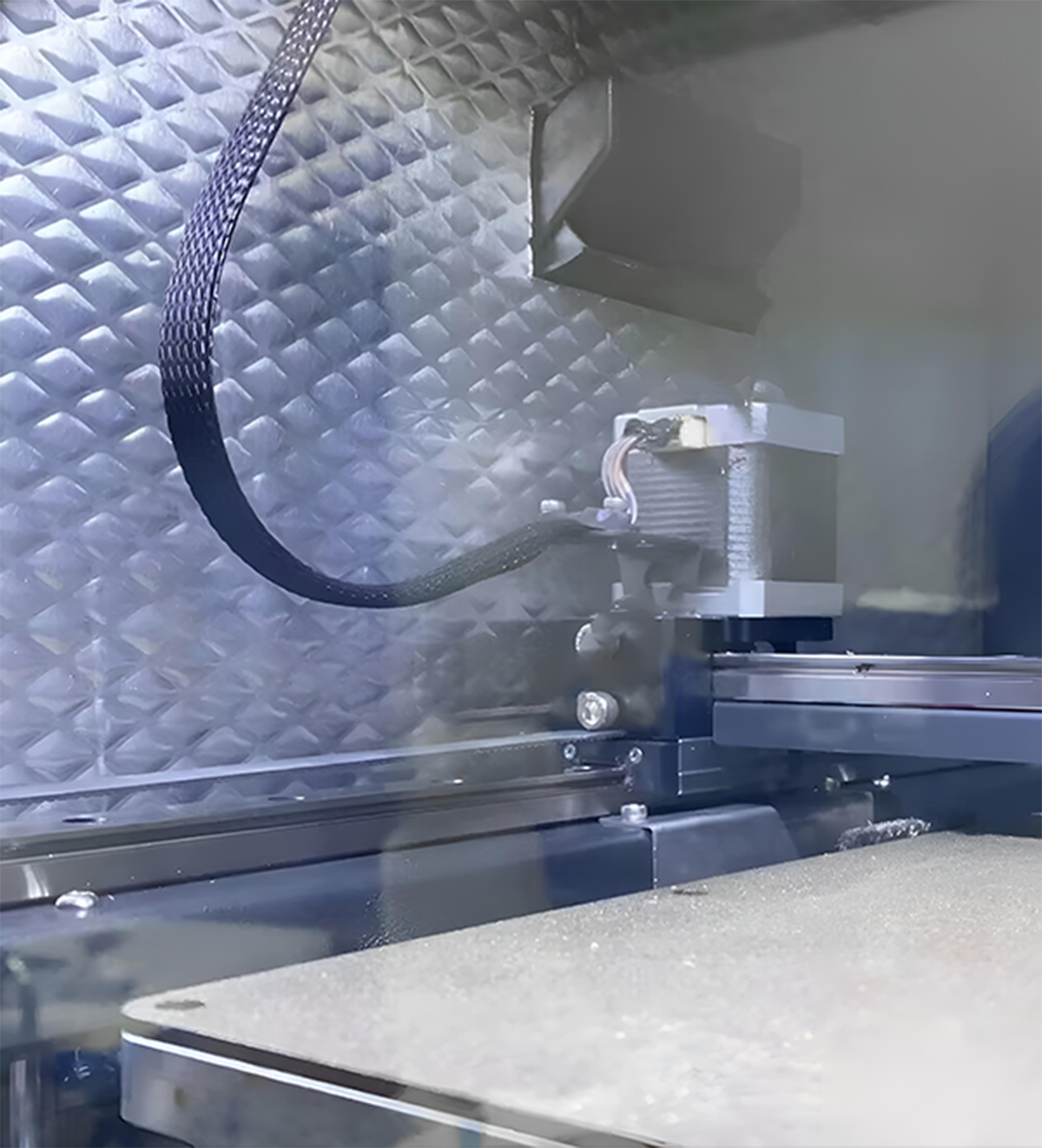
Ultra-high temperature extruder system
Equipped with a double-tooth silicon carbide extruder, it has the characteristics of large torque, super wear resistance, and no step loss. It can print all filaments below 500°C, especially carbon fiber and glass fiber materials.
Water cooling device is necessary, which is the key to smooth printing of high-temperature filament. Hot-end is an Integrated die-casting wear-resistant nozzle, which can be replaced within 30 seconds without removing other parts or screws.
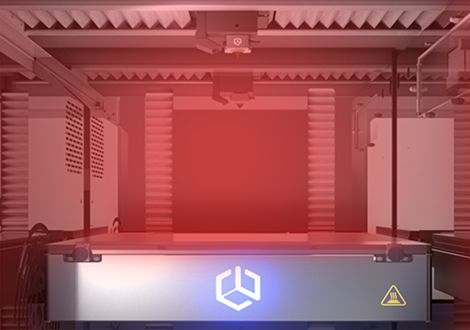
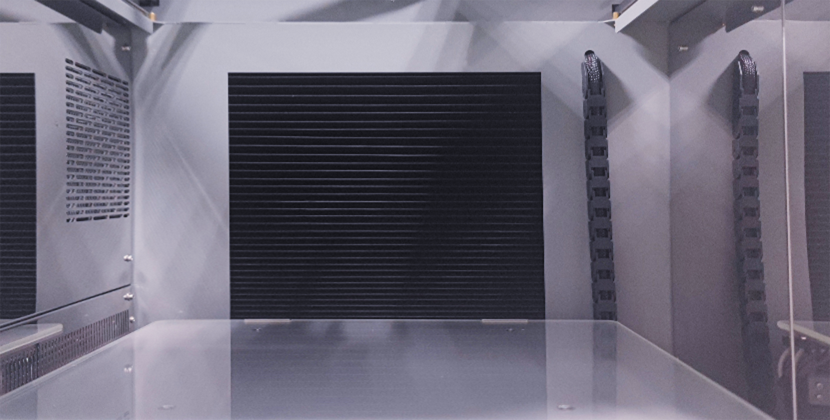
200°C thermally uniform chamber
The special spoiler device allows the hot air in the cavity to circulate 360°, ensuring that the cavity is heated evenly, and the polymer material model is evenly crystallized at any angle and perfectly formed.
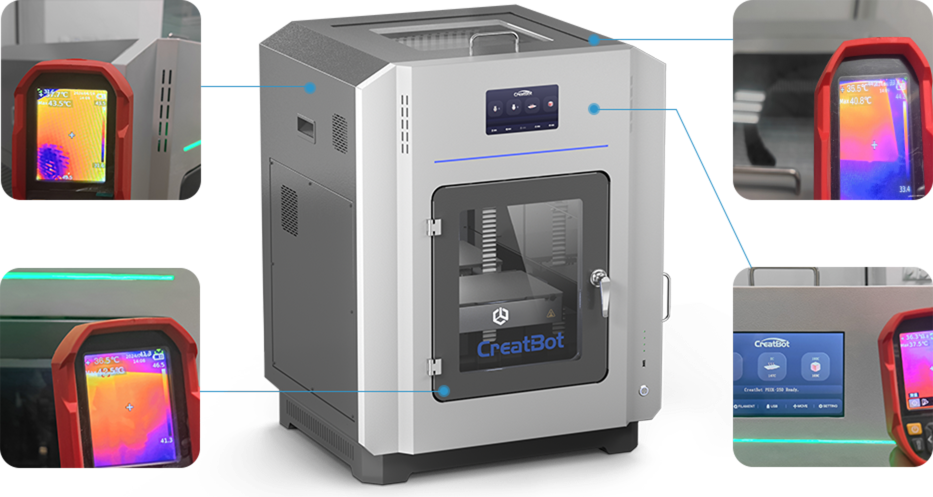
Chamber thermal insulation/safety
For the first time, an aviation-grade heat-insulating sports protective cover is used in professional-grade equipment. Through clever design, multi-path heat dissipation, customized high-temperature resistant parts, and the use of multi-layer heat-insulating materials, when the chamber temperature reaches 180°C, the temperature of the front door, top door, screen area, body, and side panel area of the machine is within 40°C, ensuring the safety of users.
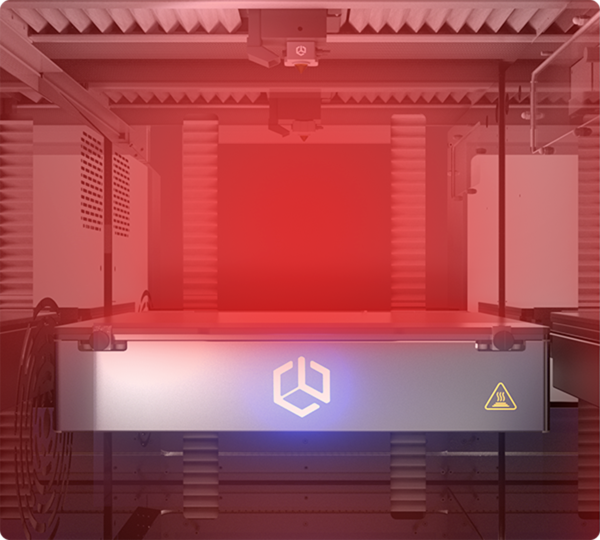
High temperature platform 200°C
Aviation-grade ultra-flat platform + polymer-based coating
Natural flatness 0.05mm
High temperature flatness 0.1mm (cavity temperature 180°C)
No manual or automatic leveling required, avoiding manual leveling or sensor failure in high temperature environments
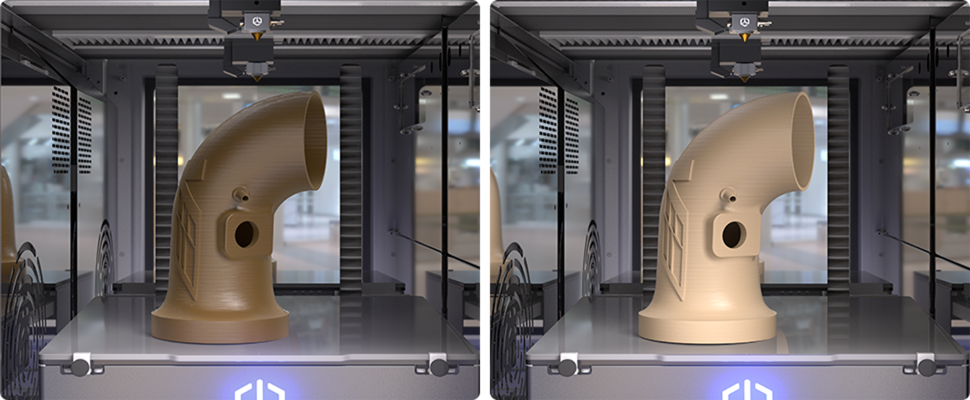
One-stop annealing function
After the model is printed, there is no need to peel the model from the platform, cool it naturally, or anneal it in the annealing furnace.
You can select the "direct annealing after printing" function for the corresponding material such as PEEK, PEI, etc. on the screen in advance. You can also modify the built-in annealing temperature and time in the settings to achieve one-click annealing.